


さて、今回の記事では、運営管理で学習する「生産のプラニング」の分野に属する「管理方式」について確認していきましょう。
大量生産品と個別少量生産品を同じ方式で管理してしまうと、様々な問題が生じるであろうことは、生産管理現場の経験が無い方でもイメージしやすいのではないでしょうか。
一方で、生産方法の違いにより具体的にどのような生産管理方式を採用すべきか、という問いに答えられる方はそんなに多くはないでしょう。
でも、中小企業診断士を目指している皆さんは、その問いに即答できなければいけないのです(笑)
即答する自信が無いという方は、この記事を通じて生産管理方式をマスターしていきましょう。
きっと、即答できるようになるはずです!
今回の記事では、代表的な5つの生産管理方式を確認していきます。
それでは、さっそく見ていきましょう!
目次
ジャストインタイム生産方式(JIT)ってどんな管理方式?
まずはジャストインタイム生産方式です。頭文字をとってJIT(ジット)とも呼ばれます。
JIS(日本産業規格)によると「すべての工程が、後工程の要求に合わせて、必要な物を、必要なときに、必要な量だけ生産(供給)する生産方式。」と定義されます。
まさにジャストインタイム!なわけで、この方式が実現できたら無駄な在庫は存在しないことになります。
中間在庫となる仕掛品(製造途中にある製品のこと)の発生を抑え、なおかつ工程の遊休を生じさせないことを目指します。
いわば目標とすべき究極の生産管理方式ともいえるでしょう。
以下の図1にあるプッシュシステム(前工程押出方式)とプルシステム(後工程引取方式)を比較してみましょう。
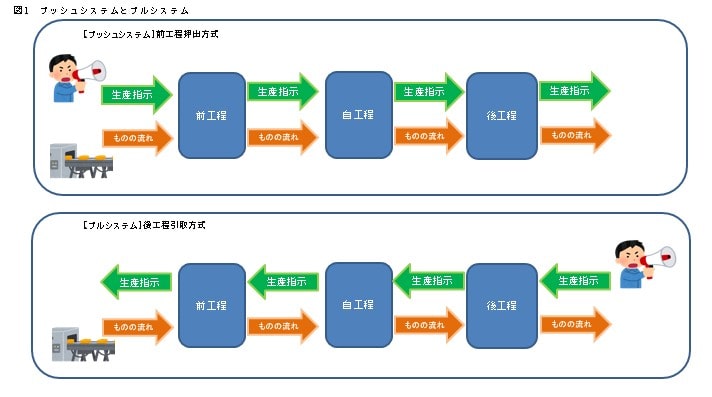
前工程から後工程に、「これ完成したから作業にかかってー。」と生産指示を送るのがプッシュシステム、後工程から前工程に「引き受けられるから、早く完成させてー。」と生産指示を送るのがプルシステムとなります。
無駄な在庫が発生しづらいのがプルシステムであることは、おおよそイメージできるのではないでしょうか。
JITはもちろんプルシステムにより運用されることとなります。
なお、工程の遊休を生じさせないために重要となるのが、生産量を平準化させることです。
工程間での生産量に差が生じていたのでは、必要な物を、必要なときに、必要な量だけやりとりすることはできませんよね。
ちなみに、このJITはトヨタ自動車が生み出した生産方式といわれています。
モノづくりにおけるトヨタ自動車の好事例は広く知られているところですよね。
運営管理の生産の分野ではトヨタ自動車の好事例が他にもいくつか出題対象とされています。
混同しないようにしっかりとマスターしていきましょう。
オーダーエントリー方式ってどんな管理方式?
続いては、オーダーエントリー方式です。J
ISの定義によるとオーダーエントリー方式とは、「生産工程にある製品に顧客のオーダーを引き当てて、製品の仕様の選択または変更をする生産方式」となります。
以下図2で確認していきましょう。
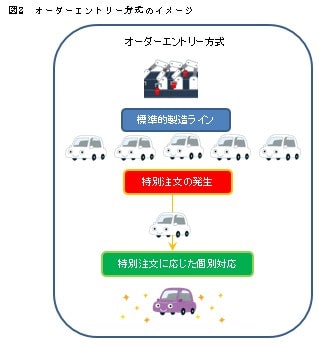
基本的には標準的製造ラインで生産が行われています。
そこに、特別仕様のオプションを搭載してほしい旨のオーダーが入ったとします。
その特別注文に対して一から製造するのではなく、標準製品を割り当ててオプションを付加し、顧客からの特別注文に対応するのです。
また、すでに顧客が決まっている製品間で仕様変更の相殺や調整を行うといった柔軟な対応をとるケースもあります。
このオーダーエントリー方式は、連続生産体制を敷きながらも特別注文に応じる必要がある自動車生産現場で用いられる方式であり、この方式を採用することによって特別注文への対応が迅速となり、さらには市場変化への対応力を強化できるといったメリットが生まれます。
生産座席予約方式ってどんな管理方式?
続きまして、生産座席予約方式です。
こちらも、まずはJISの定義を確認していきましょう。
JISによると、「受注時に、製造設備の使用日程・資材の使用予定などにオーダーを割り付け、顧客が要求する納期どおりに生産する方式」とあります。
以下図3を用いてイメージを掴んでいきましょう。
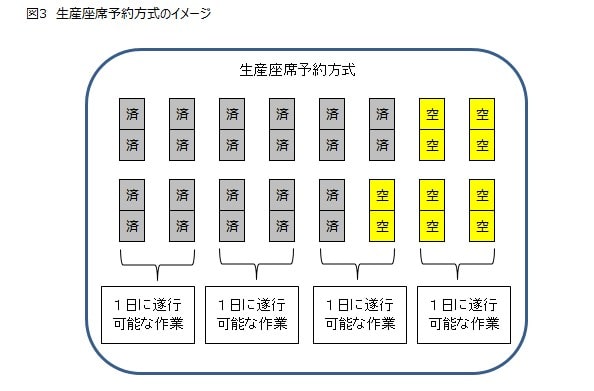
生産座席予約方式では、最初に生産能力や生産期間を座席に見立てます。
そして、顧客からオーダーを受けた営業部門があたかも座席を予約するようなイメージで製品の出荷を予約していきます。
生産可能な空席が予約で埋まってしまうと、その席(生産計画)で予約を組むことはできません。
生産座席予約方式を採用することで以下のメリットが得られます。
生産座席予約方式のメリット
- 販売部門と生産部門との間で生産情報のリアルタイムな共有が可能となります。
- 販売部門が受注する時点で、生産情報を把握できているわけですから、受注後即座に
納期を伝えることが可能です。 - 生産部門は、販売部門の受注情報をリアルタイムで把握できますので、資材調達から
始まる生産準備を、速やかに進めることが可能です。
製番管理方式ってどんな管理方式?
続いて4つ目の生産方式、製番管理方式です。
JISの定義によると、「製造命令書を発行するときに、その製品に関するすべての加工と組立の指示書を準備し、同一の製造番号をそれぞれに付けて管理を行う方式。」とあります。
以下の図4で確認していきましょう。
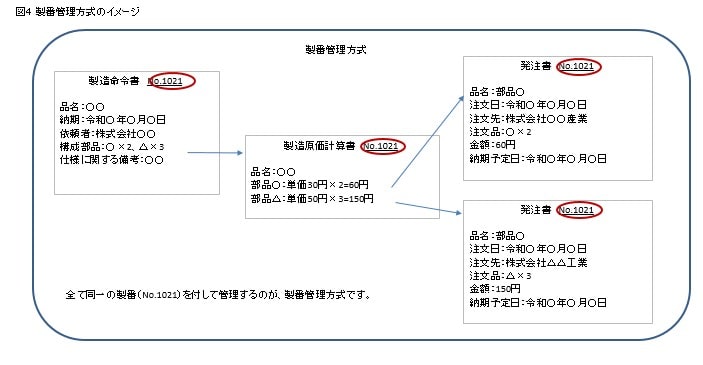
製番とは製造番号のことです。ある製品を製造するにあたり、製品に固有の製造番号を付けます。
その製品を製造するための部品や材料、加工工程もこの製造番号に紐付けて管理するのです。
そうすることで、「この部品はあの製品の部品だな。」、「この加工は、あの製品のための加工だな。」ということが把握できるというわけです。
製番管理方式のメリットはもうおわかりですね。管理がとてもシンプルになることです。
また、製品ごとに異なった製造番号で管理しますので、個々の要求に対応しやすく、設計変更への対応もしやすいという点もメリットといえます。
一方、デメリットとしては製品ごとに情報を固定的に結びつけて管理しますので、他製品の部品を一時的に流用するような、融通の利いた運用ができなくなることです。
なお、この製番管理方式が向いているのは、個別生産や小ロット生産、受注生産といった品種ごとの月間生産量が少ない場合のロット生産となります。
追番管理方式ってどんな管理方式?
さて、最後に確認するのは、追番管理方式です。
追番とは、製品の生産すべき数あるいは生産された数の累計番号のことです。
追番管理方式では、生産の計画と実績に追番(累計番号)を付け、計画と実績の差を把握することで、その製造実績の進捗状況を管理することになります。
図5で確認していきましょう。
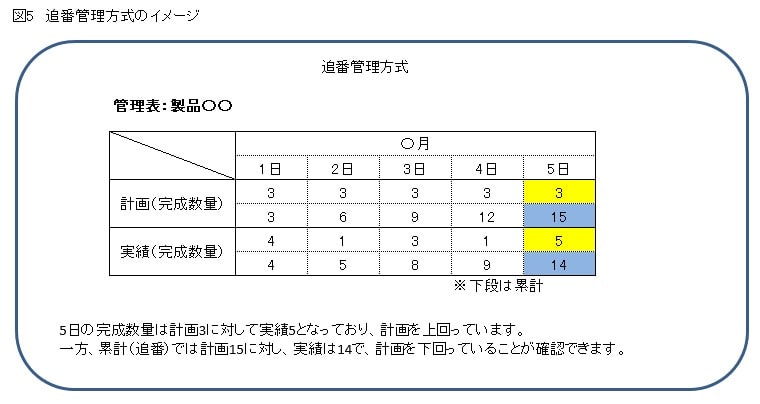
追番管理方式の重要な特徴は、累計番号でカウントする点にあります。
当日分の計画・実績数だけをカウントしていても、当日の進捗状況しか把握できませんよね。
一方、累計数で進捗状況を把握することで、全体の進捗状況の把握が可能となるのです。
当日分は計画通り行えたが、全体の実績は遅れ気味であるということも、追番を用いて管理するからこそわかる情報といえます。
以上より、追番管理方式を採用することで生じるメリットとは、計画と実績の進捗管理が容易に行えるという点になります。
また、追番管理方式が用いられる生産形態としては、同一製品の連続生産やロット生産といった少品種多量生産の製造工程となります。
まとめ

今回は、生産管理方式を確認してまいりました。
いずれも生産工程の管理を目的としたメソッドですが、様々な切り口や考え方が存在することをご確認頂けたのではないでしょうか。
生産管理上の重視すべきポイントを踏まえた、適切な生産管理方式を提案する力が中小企業診断士には求められると思います。
また、この分野は診断士1次試験の運営管理、2次試験の事例Ⅲの頻出論点でもあります。
しっかりとマスターして中小企業診断士試験を攻略しましょう。


